2023/11/22 -Kunwei
2023/11/22 -Kunwei
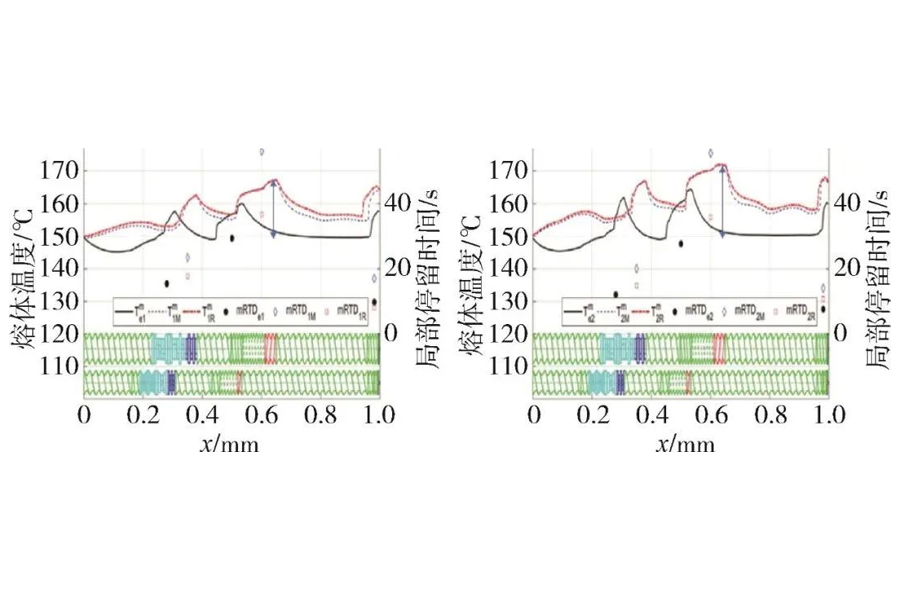
Шнековый экструдер непрерывного действия обладает высокой степенью гибкости и автоматизации. Использование экструзионной обработки при переработке полимеров может эффективно снизить затраты на обработку, повысить эффективность производства и сократить выбросы отходов. Хотя существующие экструдеры могут справиться с текущим плавлением и смешиванием материалов в шнеке, с ростом степени индустриализации их низкая производительность больше не может удовлетворять потребности промышленности будущего. Для дальнейшего повышения эффективности переработки полимеров необходима разработка крупномасштабных экструдеров. Однако если вы непосредственно проектируете крупномасштабное оборудование, вы столкнетесь с такими проблемами, как растрата ресурсов из-за недостаточного опыта проектирования. Поэтому масштабное теоретическое исследование шнекового экструзионного оборудования стало особенно важным. Теория усиления подобия представляет собой безразмерную группу чисел, которая представляет параметры, связанные с определенным явлением в системе. При сходстве явлений в двух системах имеется и определенное сходство между соответствующими параметрами. Это сходство может образовывать безразмерную числовую группу, то есть критерий сходства является постоянной величиной. Исходя из теоремы подобия, применяя эмпирические выводы, сделанные на мелкосерийном оборудовании, к крупносерийному производственному оборудованию, можно добиться равенства безразмерных групп, получаемых на мелкосерийном и крупносерийном оборудовании, сохраняя тем самым безразмерные формы решений различных уравнения согласованы. Изменять. Для проектирования шнековой структуры больших двухшнековых экструдеров можно использовать аналогичную теорию усиления экструдеров. Эта теория может начаться с точки зрения геометрического подобия и предоставить платформу для проектирования посредством изучения параметрического моделирования. Использование этого метода проектирования позволяет избежать повторного моделирования, сэкономить время проектирования и тем самым повысить эффективность и качество продукции. В последние годы широко обсуждаются исследования структуры малых экструдеров, однако исследования больших экструдеров все еще находятся на исследовательской стадии. Благодаря углубленному исследованию геометрических параметров и увеличению показателей производительности экспериментальной модели оно может обеспечить теоретическую основу для разработки крупномасштабных шнековых экструдеров, тем самым улучшая качество проектирования и уровень успеха. Целью этой статьи является представление текущих работ и прогресса в этой области на основе аналогичной теории усиления, применимой к двухшнековым экструдерам. Теория усиления, подобная двухшнековому экструдеру Двухшнековые экструдеры имеют лучшую производительность смешивания, чем одношнековые экструдеры. После научных исследований аналогичных теорий усиления одношнековых экструдеров они расширили ее до двухшнековых экструдеров. Как показано на рисунке 2, при условии сохранения угла спирали (φ) неизменным, сдвоенный шнек разворачивается для получения соотношения диаметров между сдвоенным и одинарным шнеком, как показано в уравнении (1). Игнорируя влияние площади зацепления (угол зацепления ψ равен примерно 0), дополнительно иллюстрируется возможность применения двухшнекового приближения к одному винту. Рисунок 2. Аналогичная схема двухвинтового примерно эквивалентного одновинтового проточного канала. Исследования производительности смешивания и безопасности двухшнековых экструдеров являются важными факторами успешного проектирования экструдеров. Необходимо определить критерии усиления ключевых параметров и изучить усиливаемые эффекты на основе численных расчетов. В двухшнековом экструдере материал имеет частично заполненную секцию и полностью заполненную секцию. Аналогичные теории усиления, применимые к одношнековым экструдерам, применимы и к двухшнековым экструдерам с полностью заполненными секциями. Однако по мере роста спроса на экструдеры с распределенным смешиванием и двухшнековые экструдеры для удаления летучих веществ начали появляться аналогичные теории масштабирования для двухшнековых экструдеров без зацепления, которые частично заполняли площадь канала. Поскольку степень заполнения двухшнекового экструдера является важным показателем производительности шнековой транспортировки, критерий двухшнекового усиления можно дополнительно подразделить в соответствии с различными степенями наполнения проточных каналов двухшнекового экструдера. 01Аналогичная теория усиления полного заполнения каналов потока Канал потока полностью заполнен, что означает, что материал полностью заполнен каналом потока без каких-либо зазоров. Исследователи обнаружили, что длина полностью заполненной секции экструдера оказывает существенное влияние на время пребывания и энергопотребление расплава экструдированного материала в экструдере. Когда канал потока полностью заполнен, свойства материала более стабильны, чем когда шнек заполнен не полностью. Только когда шнек полностью заполнен, можно гарантировать консистенцию, качество и производительность экструдированной продукции. Поэтому текущие дискуссии ученых по аналогичной теории двухшнековых экструдеров в основном предполагают, что канал потока полностью заполнен. Ли Ао провел всестороннее сравнение аналогичных методов усиления для полного заполнения канала потока и предложил применить метод усиления на одношнековом экструдере к двухшнековому экструдеру, заложив теоретическую основу для трансформации больших двухшнековых машин. . Берзин и др. считают, что коэффициент теплопередачи в полностью заполненном экструдере очень важен. Поскольку отношение поверхности к объему уменьшается с диаметром, скорость теплопередачи экструдера также снижается. Поэтому в процессе моделирования винт часто определяют как адиабатический. состоянии, используя температуру плавления в качестве одного из критериев оценки. Поскольку процесс экструзии ограничен теплопередачей, добиться требуемой температуры расплава в секции подачи расплава непросто. Поэтому при использовании усиления теплопередачи могут потребоваться дополнительные эксперименты и моделирование. Матик провел экспериментальное сравнение методов усиления, аналогичных теплопередаче, и методов усиления, аналогичных энергии, и обнаружил, что температура плавления в частично заполненной области была ниже, а время пребывания до и после амплификации в полностью заполненной области было одинаковым, что указывает на то, что эти два методы усиления больше подходят для полностью заполненных потоков. В туннеле производительность смешивания внутри экструдера в это время лучше. Как показано на рисунке 3, время пребывания и распределение температуры расплава в различных процессах были исследованы, и было обнаружено, что время пребывания и температура плавления в полностью заполненном канале потока имели одинаковую тенденцию изменения, а усиленная температура расплава и время пребывания стал шире, что указывает на то, что качество продукта, полученного после амплификации, аналогично качеству эталонной модели, что решает проблему разложения амплифицированного продукта. Накатани считал, что индекс адиабаты и неньютоновский индекс определяют условия экструдера и свойства полимера. Он предложил аналогичное усиление с тепловым балансом, используя индекс усиления на выходе в качестве основной переменной, и подтвердил осуществимость этого метода с помощью постоянных температур плавления. Рисунок 3. Сравнение температуры расплава и местного времени пребывания до и после масштабирования экструдера. Двухшнековый экструдер имеет хорошую функцию смешивания, и после амплификации следует обращать внимание на эффект смешивания материалов в двухшнековом экструдере. Цюй Вэньбинь использовал метод усиления подобия смешивания, чтобы увеличить конструкцию шнековых элементов в секции смешивания экструдера. Он проанализировал производительность смешивания различных конфигураций шнеков в полностью заполненном канале потока и доказал, что усиление шнекового экструдера основано на геометрическом подобии конструкции шнека. Сексуальное поведение. Чен предположил, что качество экструдата определяется такими параметрами, как геометрические параметры, удельная энергия, распределение времени пребывания, температура и давление, и эти параметры определяют распределение смешивания во время процесса экструзии. Хуан разработал и протестировал возможность применения аналогичных правил амплификации геометрических соотношений с использованием двухшнековых экструдеров разного диаметра. Он обнаружил, что основные параметры процесса, скорость потока материала и скорость шнека очень мало влияют на свойства материала, тогда как конфигурация шнека оказывает большее влияние. Приведенные выше исследования показывают, что на основе определения конфигурации шнека усиление по геометрическому подобию может обеспечить выходную мощность и удовлетворить требования постоянного перемешивания, но имеет различные изменения температуры. Следовательно, комплексное применение нескольких аналогичных методов усиления может лучше решить проблему. Предпосылкой комплексного использования нескольких подобных методов усиления является определение геометрического подобия конфигурации винта и комбинации ствола. Затем, с целью увеличения производительности в двухшнековой промышленности, выполняется аналогичное увеличение объема, и, наконец, скорость винта небольшой машины рассчитывается обратно для определения большой машины. Скорость шнека и моделирование поля потока используются для оценки безопасности амплификации и смешивания. Дун Чжунхуа разработал теорию усиления, которая сочетает в себе несколько методов усиления путем балансировки полей смешивания и температуры между материалами, а именно комплексного теплового баланса и аналогичного усиления при смешивании, и применил ее в смесителях серии ZSK. Юэ Цзиньфэн и др. использовали метод усиления, аналогичный геометрии/объему/скорости сдвига, для проведения исследования усиления в секции измерения смешанных выхлопов основного блока, а также исследовали безопасность и характеристики смешивания усиленной модели. Кроме того, на основе аналогичного увеличения параллельных двухшнековых экструдеров также изучались и обсуждались в этом отношении конические двухшнековые экструдеры. Лангхорст провел различные симуляции и аналогичное усиление каждой функциональной секции специальной конструкции конического двухшнекового экструдера, вращающегося в противоположных направлениях. Инь Цинчжэнь обобщил соответствующие параметры в виде безразмерных констант, а также спроектировал и расширил функциональные секции каждой части конического двухшнекового экструдера, обеспечив условия для стабильной работы увеличенного экструдера. Чэнь Симэн использовал метод микроэлементов для дискретизации конического двухшнекового экструдера для энергетических материалов, установил соответствующие теории усиления для различных функциональных участков и внес коррективы. Таким образом, традиционный аналогичный метод амплификации может усиливать конкретные параметры независимых функциональных секций, но все еще существуют недостатки в общем усилении шнекового экструдера. Оптимизированный метод аналогичного усиления может быть применен для объединения характеристик различных функциональных участков. Фактическое производство. В то же время важным методом проверки является использование ортогональной экспериментальной схемы для всесторонней балансировки и оценки различных параметров в процессе коррекции, чтобы проверить возможность аналогичного усиления и оптимизировать уровень параметров модели усиления. 02 Теория усиления подобия частичного заполнения каналов потока При фактической обработке шнековым экструдером материал может заполнить только часть канала потока, но не может полностью заполнить весь канал потока. Сложность процесса заполнения канала частичного потока намного выше, чем при однофазном потоке, когда канал потока полностью заполнен. Когда канал потока частично заполнен, скорость потока и напряжение сдвига расплава материала увеличиваются, что усложняет процесс экструзии. Основываясь на характеристиках частичного заполнения секции подачи расплава двухшнекового экструдера с однонаправленным вращением, МЕЙЕР обсудил глубину канала, аналогичное усиление ламинарного потока и аналогичное усиление теплопередачи в случае частичного заполнения или изменения вязкости. Во время процесса экструзии (неизотермические, неньютоновские условия) возникают серьезные утечки потока. Ганзевельд отметил, что скорость утечки связана со степенью заполнения камеры в зоне подачи. В случае частичного заполнения, поскольку количество полностью заполненных камер уменьшается, это влияет на скорость утечки и индекс увеличения добычи снижается. Фукуда и др. провели испытания сопротивления потоку на пропорционально увеличенных конвейерных элементах и месильных блоках и предложили аналогичное увеличение процентного сопротивления потоку для увеличения скорости потока за счет сохранения постоянного процентного сопротивления потока указанного элемента. Поскольку было предложено множество аналогичных методов масштабирования для полного заполнения шнековых экструдеров, многие исследователи начали изучать, применимы ли эти методы в частично заполненных каналах потока. Биджио и др. полагают, что если степень частичного заполнения и скорость смешивания двухшнекового экструдера остаются постоянными, то аналогичные методы масштабирования, применимые к полному заполнению, будут одинаково эффективны для частично заполненных каналов. При аналогичном масштабировании, предложенном с учетом полного заполнения, геометрия шнека оказывает существенное влияние на смешивание и поток, развивающиеся внутри двухшнекового экструдера. Драйер и др. предложил теорию усиления объемного подобия, когда шнек в основном заполнен. Усиление подобия объема учитывает только свободный объем по всей длине шнека и сохраняет ту же полноту. Используя объемный расход как единую переменную, индекс параметра усиления будет таким же, как и при полном заполнении. Метод смешанного усиления сходства аналогичен. Хазер доказал, что усиление процесса экструзии различной геометрии может быть достигнуто на основе усиления объемного сходства, и тенденции параметров усиления последовательны. Можно сделать вывод, что применимые методы усиления для частичного заполнения проточных каналов двухшнековых экструдеров в основном основаны на полном заполнении проточных каналов. В таблице 2 показаны аналогичные методы амплификации, обычно используемые для двухшнековых экструдеров. Таблица 2. Характеристики обычно используемых аналогичных методов усиления для двухвинтовых приложение На теоретической основе большое количество исследователей применили теорию усиления подобия в реальном производстве. Первоначальное исследование было использовано для сравнения различных похожих методов амплификации. Чанг провел экспериментальные проверки на одном и том же типе одношнекового экструдера для усиления универсального подобия, усиления теплопередачи и усиления геометрического подобия и обнаружил, что после геометрического подобия увеличенная модель имеет выходные данные. Ван Цзяньпин применил метод «эквивалентного диаметра» для анализа трех аналогичных методов усиления секции транспортировки расплава в двухшнековом экструдере с зацеплением и одношнековым экструдером и использовал технические данные больших двухшнековых шнеков для получения результатов, которые более соответствуют реальная ситуация. На рисунках 4(a)~(c) показано сравнение выходной мощности, мощности и скорости с экспериментальными данными при различных методах усиления. Обнаружено, что тренд данных аналогичного метода усиления Мэддока ближе к экспериментальным данным. На основе многих существующих методов команда Nastaj разработала новую компьютерную систему оптимизации экструзии для оптимизации процесса на основе глобальной модели шнековой экструзии для максимизации производительности экструзии и минимизации удельного энергопотребления. Рисунок 4(d) представляет собой кривую данных о материале и процессе, полученных путем моделирования всей секции экструдера. Степень заполнения в секции транспортировки твердого материала низкая и достигает состояния полного заполнения после исчезновения слоя твердого материала. В это время происходят явные колебания давления и температуры. На примере поливинилхлорида Менге проверил аналогичное усиление при постоянной температуре плавления и постоянной скорости сдвига в двухшнековом экструдере, вращающемся в противоположных направлениях. Рихтер получил распределение частиц по размерам на разных уровнях наполнения с помощью аналогичного метода амплификации. Использование отслеживания частиц для проверки безопасного смешивания в проточном канале в настоящее время является эффективным и интуитивно понятным методом. На основе аналогичного расширения масштабов применения шнековых экструдеров постепенно появилось применение аналогичного конструкционного оборудования. Такое оборудование, как шнековые экструдеры с шлифовальными дисками, внутренние смесители, двухшнековые рафинеры и двухроторные смесители непрерывного действия, также начало создавать аналогичные приложения для масштабирования. метод. Хэ Сяолин построил модель дисково-шнекового экструдера на основе усиления подобия смешивания и в то же время оптимизировал параметры с помощью ортогональных экспериментов и численного моделирования. Чэнь Кэджуань и др. для разработки модели внутреннего смесителя использованы критерии подобия геометрического подобия и постоянного максимального напряжения сдвига в технологии обработки шнека. Ху Дункуй сравнил функции и конструкции двухшнековых экструдеров и двухшнековых рафинеров и обнаружил, что двухшнековые рафинеры и двухшнековые экструдеры в целом наиболее похожи и могут быть проверены с помощью экспериментов, что позволяет лучше понять двухшнековые экструдеры. шнековые экструдеры. Конструкция машины имеет большое значение. Гонг Шуюнь использовал энергетическую эквивалентность в качестве критерия для измерения эффекта смешивания и предложил процесс и теоретическую модель аналогичной конструкции усиления секции смешивания двухроторного смесителя непрерывного действия. Идея исследования подобного метода усиления привлекает все больше внимания в отрасли. Рисунок 4. Сравнительный анализ аналогичной теории усиления в реальном производстве. Заключение Подобная масштабируемая конструкция и применение шнековых экструдеров могут помочь оптимизировать структуру шнека, скорость и другие параметры экструдера, а также улучшить производительность экструдера. Однако, суммируя аналогичные критерии масштабирования шнековых экструдеров в стране и за рубежом в последние годы, можно обнаружить, что независимо от того, какой метод используется, эксперименты по масштабированию основаны на обеспечении безопасности и смешивания шнековой экструзии. Однако шнековые экструдеры связаны с такими проблемами, как потребление энергии, утечки, производительность смешивания и безопасность. Существующие подобные методы усиления не могут максимизировать свои преимущества. Поэтому оптимизация стандартов сходства и коэффициентов усиления очень важна. Будущие исследования должны дополнительно изучить потенциал применения теории усиления подобия при оптимизации структуры экструдера и параметров процесса, а также разработать соответствующие практические инструменты и методы для обеспечения более полных решений для более точного формования, проектирования и применения больших экструдеров. теоретическая поддержка.

















 Высокие характеристики- Удельный крутящий момент 16 Нм/см 3
Высокие характеристики- Удельный крутящий момент 16 Нм/см 3 Высококачественные материалы- Износостойкий и устойчивый к коррозии
Высококачественные материалы- Износостойкий и устойчивый к коррозии Высокий интеллект- Уникальное интеллектуальное управление- Автонастройка контроля температуры- Гибкий и настраиваемый
Высокий интеллект- Уникальное интеллектуальное управление- Автонастройка контроля температуры- Гибкий и настраиваемый Высокая стабильность- Проверенная конструкция- Высококачественные компоненты- Высокая точность сборки
Высокая стабильность- Проверенная конструкция- Высококачественные компоненты- Высокая точность сборки